
专注于数字化无损检测领域
提供解决方案、设计、生产和销售

全国服务热线182-6012-3343
专注于数字化无损检测领域
提供解决方案、设计、生产和销售
 工业CT检测-尺寸测量
工业CT检测-尺寸测量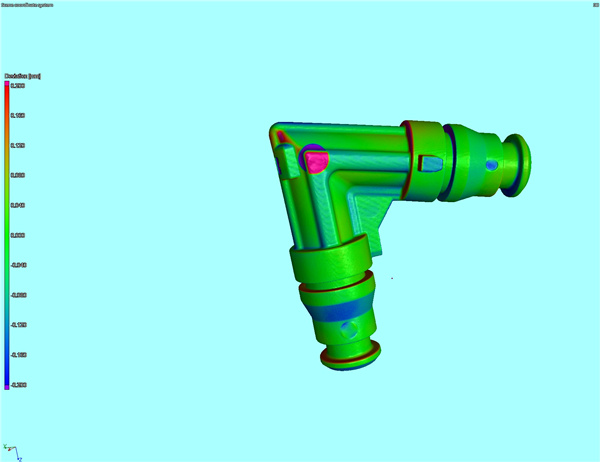 工业CT检测-数模比对
工业CT检测-数模比对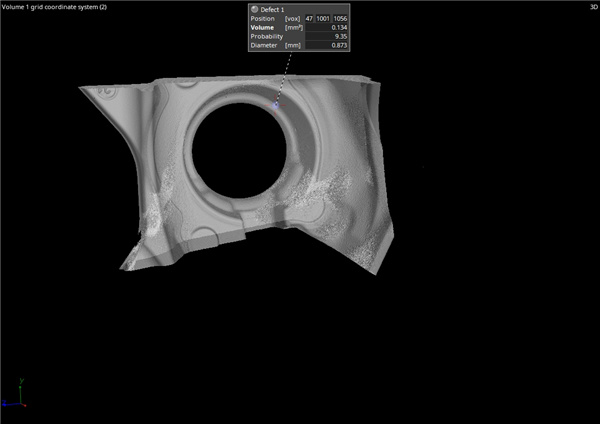 工业CT检测-体积孔隙率分析
工业CT检测-体积孔隙率分析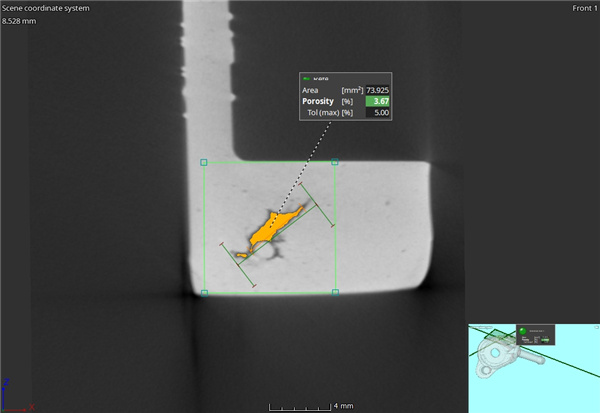 工业CT检测-面积孔隙率分析
工业CT检测-面积孔隙率分析 美国Golden脉冲式便携射线机XRS-3
美国Golden脉冲式便携射线机XRS-3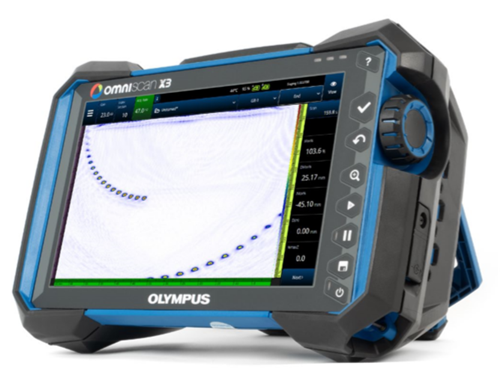 提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备
提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备 美国Golden脉冲式便携射线机XRS-4
美国Golden脉冲式便携射线机XRS-4 SMACH-RP6000型智能化х-γ辐射仪
SMACH-RP6000型智能化х-γ辐射仪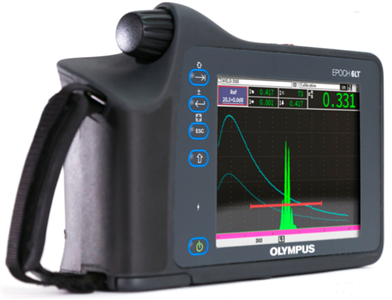 EPOCH 6LT便携式超声探伤仪
EPOCH 6LT便携式超声探伤仪 PDS-X25紧凑高效型工业CT计算机断层扫描系统
PDS-X25紧凑高效型工业CT计算机断层扫描系统 PDS-102铸件检验用工业X射线数字成像系统
PDS-102铸件检验用工业X射线数字成像系统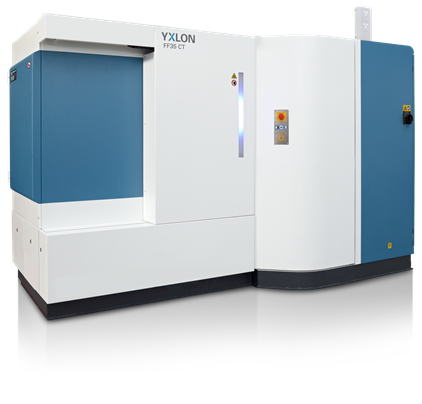 YXLON FF35 中小型部件检测的高分辨计量CT系统
YXLON FF35 中小型部件检测的高分辨计量CT系统 PDS-1417M变电站GIS便携式DR成像系统
PDS-1417M变电站GIS便携式DR成像系统 YXLON FF20小型部件检测的高分辨率计量CT系统
YXLON FF20小型部件检测的高分辨率计量CT系统 双丝像质计GB/T 23901
双丝像质计GB/T 23901 PDS-1417M电力设备便携式DR检测系统
PDS-1417M电力设备便携式DR检测系统 电站锅炉蛇形管对接焊缝X射线探伤检测设备
电站锅炉蛇形管对接焊缝X射线探伤检测设备 PDS-1012X压力容器焊缝便携式DR成像系统
PDS-1012X压力容器焊缝便携式DR成像系统
苏州派登斯仪器设备有限公司
手机:182-6012-3343
邮箱:xull@pedens.cn
地址:苏州工业园区港田路255号5幢206室
工业CT检测-尺寸测量工业CT检测-数模比对工业CT检测-体积孔隙率分析工业CT检测-面积孔隙率分析美国Golden脉冲式便携射线机XRS-3提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备美国Golden脉冲式便携射线机XRS-4SMACH-RP6000型智能化х-γ辐射仪EPOCH 6LT便携式超声探伤仪PDS-X25紧凑高效型工业CT计算机断层扫描系统PDS-102铸件检验用工业X射线数字成像系统YXLON FF35 中小型部件检测的高分辨计量CT系统PDS-1417M变电站GIS便携式DR成像系统YXLON FF20小型部件检测的高分辨率计量CT系统双丝像质计GB/T 23901PDS-1417M电力设备便携式DR检测系统电站锅炉蛇形管对接焊缝X射线探伤检测设备PDS-1012X压力容器焊缝便携式DR成像系统
苏州派登斯仪器设备有限公司
手机:182-6012-3343
邮箱:xull@pedens.cn
地址:苏州工业园区港田路255号5幢206室



