
专注于数字化无损检测领域
提供解决方案、设计、生产和销售

全国服务热线182-6012-3343
专注于数字化无损检测领域
提供解决方案、设计、生产和销售
实时了解工业CT检测新闻资讯

 工业CT检测-尺寸测量
工业CT检测-尺寸测量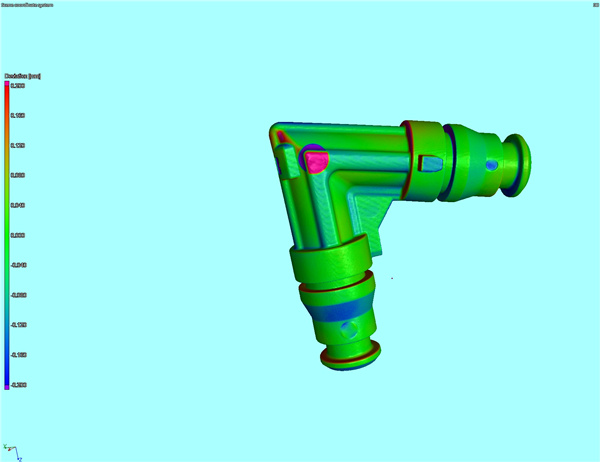 工业CT检测-数模比对
工业CT检测-数模比对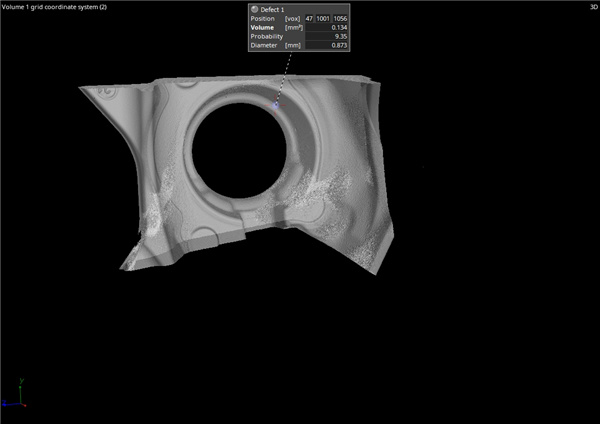 工业CT检测-体积孔隙率分析
工业CT检测-体积孔隙率分析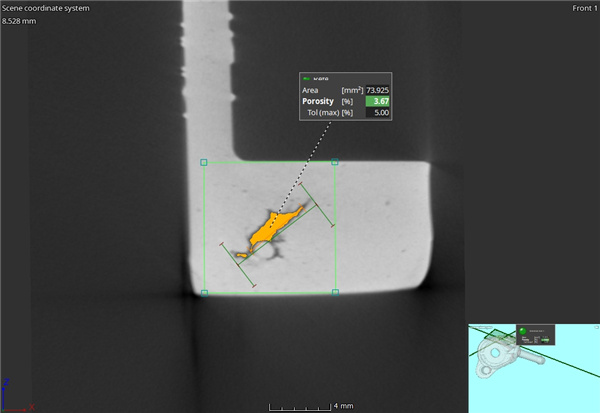 工业CT检测-面积孔隙率分析
工业CT检测-面积孔隙率分析 美国Golden脉冲式便携射线机XRS-3
美国Golden脉冲式便携射线机XRS-3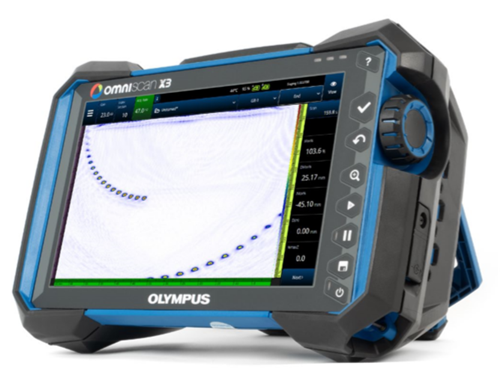 提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备
提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备 美国Golden脉冲式便携射线机XRS-4
美国Golden脉冲式便携射线机XRS-4 SMACH-RP6000型智能化х-γ辐射仪
SMACH-RP6000型智能化х-γ辐射仪 EPOCH 6LT便携式超声探伤仪
EPOCH 6LT便携式超声探伤仪 PDS-X25紧凑高效型工业CT计算机断层扫描系统
PDS-X25紧凑高效型工业CT计算机断层扫描系统 PDS-102铸件检验用工业X射线数字成像系统
PDS-102铸件检验用工业X射线数字成像系统 YXLON FF35 中小型部件检测的高分辨计量CT系统
YXLON FF35 中小型部件检测的高分辨计量CT系统 PDS-1417M变电站GIS便携式DR成像系统
PDS-1417M变电站GIS便携式DR成像系统 YXLON FF20小型部件检测的高分辨率计量CT系统
YXLON FF20小型部件检测的高分辨率计量CT系统 双丝像质计GB/T 23901
双丝像质计GB/T 23901 PDS-1417M电力设备便携式DR检测系统
PDS-1417M电力设备便携式DR检测系统 电站锅炉蛇形管对接焊缝X射线探伤检测设备
电站锅炉蛇形管对接焊缝X射线探伤检测设备 PDS-1012X压力容器焊缝便携式DR成像系统
PDS-1012X压力容器焊缝便携式DR成像系统
苏州派登斯仪器设备有限公司
手机:182-6012-3343
邮箱:xull@pedens.cn
地址:苏州工业园区港田路255号5幢206室
由于铸造方法具有成本低廉、一次成形以及可以制造复杂结构大型件等优点,被广泛应用于工业生产的众多领域,特别是汽车制造业。
在航空航天制造业中,很多部件都是圧铸件。圧铸件在国计民生中有重要的地位,各行业的发展都离不开压铸件。但是在铸造过程中,由于铸造工艺等原因,有些铸件会就会产生缺陷,如氧化参杂杂质,气泡、气孔,缩松,裂纹等。这些缺陷影响了铸件的性能及其使用寿命,在使用中会造成潜在危害,特别是在汽车和航空航天等制造业,这些潜在的危害造成的影响更是严重。
这些压铸件常见的缺陷是怎么形成的?气孔:造成气孔的原因是有造型材料中水分过多或含有大量的发气物质;型砂和芯砂的透气性差;浇注速度过快。砂眼:造成砂眼的原因有型砂强度不够;型砂紧实度不足;浇注速度太快等。缩孔:造成缩孔的原因是铸件在凝固过程中补缩不良。粘砂:造成粘砂的原因是型砂的耐火性差或浇注温度过高。裂纹:裂纹造成的原因是铸件壁厚相差大;浇注系统开设不当;砂型与型芯的退让新差等。
为了保证铸件质量,生产企业需严格重视对铸件的检测,但铸件的部分内部缺陷并不能通过普通方法检测出来。而铸件的质量评定方法有很多种,其中X射线检测效果佳,它可以在不破坏受检对象的前提下探测其内部结构和机械性能等信息,使得许多缺陷一目了然,并且具有直观、便于对缺陷做定性及定量分析。
X射线设备可以检测X射线的穿透能力与物质密度之间的关系,并且差分吸收的特性可以区分不同密度的物质。因此,如果检查对象破裂,则厚度不同,形状变化,X射线的吸收率不同,所得到的图像也不同,因此可以产生区别的黑白图像。
X射线管主要通过电场从热阴极提供电子以加速到阳极。当电子在数十千伏的高压下迅速加速到高速状态时,动能被转换为释放X射线,当它们撞击阳极体时。碰撞区域的大小是X射线源的大小。通过小孔成像原理,我们可以大致知道X射线源的大小与清晰度成反比,即X射线源越小,图像越清晰。这是X射线能够检测压铸件缺陷的原理。
X射线检测在铸件检测中的重要性不言而喻,铸件质量检测,不仅是企业高质量生产服务的体现,更是对于产业安全生产的有利保障。可以说铸件行业的发展,离不开X射线检测技术的发展。


原文标题:X射线检测在压铸行业中的应用
免责声明:派登斯网站未注明出处和转载的,派登斯网刊登出于传递更多信息的目的,对文中陈述、观点判断保持中立,并不意味赞同其观点或证实其描述。如转载作品侵犯作者署名权,或有其他诸如版权、肖像权、知识产权等方面的伤害,相关权利人通知后将立即加以更正或删除。