什么是X射线数字成像系统DR-2
文章来源:苏州派登斯仪器设备有限公司公司网址:http://www.pedens.cn发表时间:2021/5/22
核心提示:x射线数字成像技术,又称为DR技术,数字射线成像技术等,下文将介绍一下X射线数字成像技术的基本概念和优缺点。
x射线数字成像技术,又称为DR技术,数字射线成像技术等,下文将介绍一下X射线数字成像技术的基本概念和优缺点。
图像灰度之分辨率的定义
(1)图像灰度与对比度
与胶片照相技术的黑度概念相对应,X射线数字成像技术引进灰度的概念。图像中黑白的程度用灰度来描述, 将图像中黑白的变化范围定义为256个灰度等级。显示器上图像较亮部位与相邻较暗部位的灰度差称为图像对比度。
(2) 图像分辩与图像不清晰度
图像分辨率是指显示器上可识别的线条能够分离的最小间距,单位是每毫米线对(LP/mm) 。一个线对由一根线条和一个间距组成,且间距的宽度等于线条的宽度,以一毫米宽度范围内的线对数表示。
图像不清晰度:在X射线数字成像过程中,一个明锐边界的影像因受到某些因素的影响而变得模糊,模糊的范围扩展成一个区域,该区域的宽度即为图像不清晰度,单位是毫米。
显而易见,图像分辩率和图像不清晰度实际上是一个问题的两个表述,反映的都是图像边界的清晰程度,它们可以用同一种图像测试卡在显示屏上客观地测试出来。根据定义,图像不清晰度的量值等于图像分辨率线对数的倒数的二分之一。
按照视频技术的定义,分辨率可分为时间分辨率和空间分辨率。时间分辨率多用于仪器时基线性的分辨。由于几何位置或材料密度差异引起的视频分辨率则称为空间分辨率。因为X射线数字成像技术不涉及时间分辨率的问题,所以X射线数字成像技术中所讲的分辨率就是空间分辨率。
成像技术指标
从试验情况来看,当钢焊缝的透照厚度为10~20mm时,为使像质计灵敏度达到标准规定的要求, 图像有效评定区内的灰度应控制在130~230,对比度控制在60~120,图像不清晰度应不大于0.25mm。按照目前的技术水平,这三个指标是能够达到的。
成像技术之图像放大
X射线数字成像技术与胶片照相技术的区别在于:实时成像所得到的图像是放大的,而胶片照相技术在同一条件下所得到的底片影像基本上是不放大的。在实时成像中:
(1)图像放大的必然性
由于探伤工件不可能紧贴在图像增强器的输入屏的表面上,从几何投影原理可知,所得图像必然是放大的,放大倍数M=L/L1=(L1+L2)/L1=1+(L2/L1)
(2)图像放大的必要性
由于实时成像法与胶片照相法的载体不同,为了提高图像质量,特别是为了提高图像的清晰度,图像有必要放大,这是因为:
图像实际不清晰度U与图像综合不清晰度U0有关, 图像不清晰度受设备系统不清晰度(又称设备固有不清晰度)Us和几何不清晰度Ug以及移动不清晰度Ur三大因素的综合影响,但它们之间不是简单的算术和的关系,根据英国标准介绍,图像综合不清晰度与三者之间是立方与立方和的关系,即:U03=Us3+Ug3+Ur3,当采集静止图像时,Ur=0 ,则U03=Us3+Ug3。设备系统不清晰度Us是设备本身固有的,可通过图像测试卡在系统中直接测出。几何不清晰度与成像时的几何参数有关,根据射线投影成像原理和图2所示,实时成像中几何不清晰度Ug与放大倍数M的关系是:Ug=(d•L2)/L1=d(M-1),d为X射线机的焦点尺寸, mm。若已知焦点尺寸d和放大倍数M,便可算出几何不清晰度Ug,从而算出图像综合不清晰度U0。
图像放大后,图像中一些原来不易分辨的细小影像也被放大而变得容易分辨,有利于细小缺陷的识别,图像不清晰的程度得到改善,图像质量得到明显的提高。图像不清晰度改善的程度可以用 “图像的综合分辨率被放大了M倍或图像的综合不清晰度被缩小了M倍”来表述:U=U0/M。
然而,图像放大也有一个适度问题,放大倍数过大,反而会降低灵敏度,这是因为随着放大倍数的增大,几何不清晰度也随之增大,会使影像的边界变得模糊。另外,放大倍数过大也会使图像实际检测长度减小,也是不经济的,因此就有一个最佳放大倍数和最小缺陷检出尺寸的问题。 根据美国ASME E1000-88标准,图像检测的最佳放大倍数Mopt为:Mopt=1+(Us/d)3/2,图像可检测出的最小缺陷尺寸dmin为:dmin=Us/M2/3。
成像工艺之工艺试验与工艺评定
X射线数字成像在正式使用前应进行工艺试验和工艺评定,以确定工艺的有效性和稳定性。由于X射线数字成像是一项新技术,实时成像工艺与胶片照相工艺有许多不同,只有经过多次的工艺试验才能寻找到较佳工艺参数,尤其是对于初次接触X射线实时成像方法的人员来说,多做工艺试验是十分需要的。通过工艺试验,以确定各工艺因素之间的相互关系。这里讲的工艺因素主要有:X射线机管电压、管电流、成像距离 (L1、L2) 、放大倍数、散射线屏蔽、低能射线过滤等。由于需要试验的工艺因素较多,正交试验法是一种较有效的试验方法。工艺评定是X射线数字成像时投入使用之前的重要环节,工艺评定是以图像质量指标来评定工艺试验所确定的工艺参数的有效性。工艺评定应有记录和评定报告,以备查核。当工艺条件改变之后,应重新进行工艺评定。
对比试验
工艺评定合格之后,要进行X射线数字成像与胶片照相法的焊缝缺陷检出能力的对比试验。对比试验的方法是制作一定数量并含有各种常见焊接缺陷的试件,用两种方法各自对标样进行探伤比较。对比试验的作用是培训操作人员和评定人员,图像评定人员对照检测图像和照相底片,逐渐熟悉掌握图像中焊缝缺陷的特征和评定方法,取得经验后才能独立地进行图像评定工作。
透照方式
X射线数字成像的透照方式与胶片照相方法基本相同,同样有纵缝外透法、内透法,环缝外透法、内透法,双壁单影法和双壁双影法。例如,透照筒体焊缝时, 可将图像增强器(或X射线机)固定在筒体外,X射线管头(或图像增强器)固定在悬臂上,筒体放在电动小车上,悬臂伸进筒体内,筒体随小车按规定的等分转动或按等距离移动,即可对环缝或纵缝进行连续检测。双壁透照时,由于工件不可紧靠近图像增强器,所以,以后侧焊缝还是前侧焊缝为检测焊缝就显得不那么重要,这一点是与胶片照相方法是不同的。
散射线的屏蔽
无用射线和散射线对图像质量有负影响作用,应加于屏蔽。屏蔽的方法与胶片照相法基本相同。
图像的观察
为了适应评定人员的评片习惯,图像可以正像或负像方式显示,两种显示方式是等效的,彩色显示对于分析微小缺陷有明显的分辨作用。
原文标题:什么是X射线数字成像系统DR-2
免责声明:派登斯网站未注明出处和转载的,派登斯网刊登出于传递更多信息的目的,对文中陈述、观点判断保持中立,并不意味赞同其观点或证实其描述。如转载作品侵犯作者署名权,或有其他诸如版权、肖像权、知识产权等方面的伤害,相关权利人通知后将立即加以更正或删除。



 工业CT检测-尺寸测量
工业CT检测-尺寸测量 工业CT检测-数模比对
工业CT检测-数模比对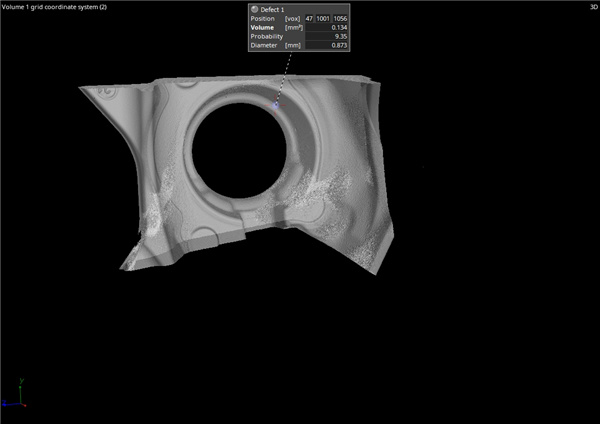 工业CT检测-体积孔隙率分析
工业CT检测-体积孔隙率分析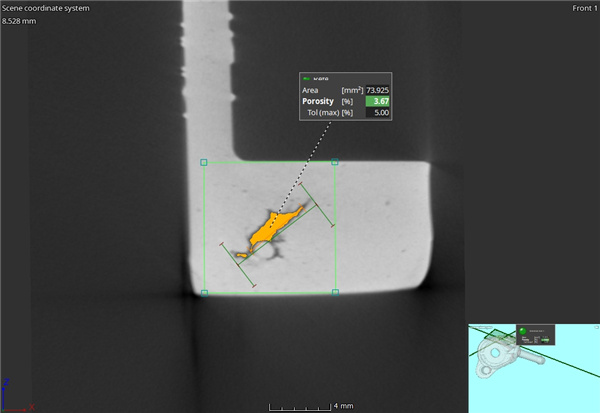 工业CT检测-面积孔隙率分析
工业CT检测-面积孔隙率分析 美国Golden脉冲式便携射线机XRS-3
美国Golden脉冲式便携射线机XRS-3 提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备
提供全聚焦方式(TFM)的OmniScan X3超声波相控阵探伤设备 美国Golden脉冲式便携射线机XRS-4
美国Golden脉冲式便携射线机XRS-4 SMACH-RP6000型智能化х-γ辐射仪
SMACH-RP6000型智能化х-γ辐射仪 EPOCH 6LT便携式超声探伤仪
EPOCH 6LT便携式超声探伤仪 PDS-X25紧凑高效型工业CT计算机断层扫描系统
PDS-X25紧凑高效型工业CT计算机断层扫描系统 PDS-102铸件检验用工业X射线数字成像系统
PDS-102铸件检验用工业X射线数字成像系统 YXLON FF35 中小型部件检测的高分辨计量CT系统
YXLON FF35 中小型部件检测的高分辨计量CT系统 PDS-1417M变电站GIS便携式DR成像系统
PDS-1417M变电站GIS便携式DR成像系统 YXLON FF20小型部件检测的高分辨率计量CT系统
YXLON FF20小型部件检测的高分辨率计量CT系统 双丝像质计GB/T 23901
双丝像质计GB/T 23901 PDS-1417M电力设备便携式DR检测系统
PDS-1417M电力设备便携式DR检测系统 电站锅炉蛇形管对接焊缝X射线探伤检测设备
电站锅炉蛇形管对接焊缝X射线探伤检测设备 PDS-1012X压力容器焊缝便携式DR成像系统
PDS-1012X压力容器焊缝便携式DR成像系统
